| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫方达 |
| 材质 | 不锈钢复合管/碳素钢 |
| 是否可定制 | 可定制 |
| 发货期限 | 电议 |

鑫方达金属制品(宿迁市分公司)
鑫方达金属制品(宿迁市分公司)主营产品有 不锈钢复合管护栏,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。鑫方达金属制品(宿迁市分公司)欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!


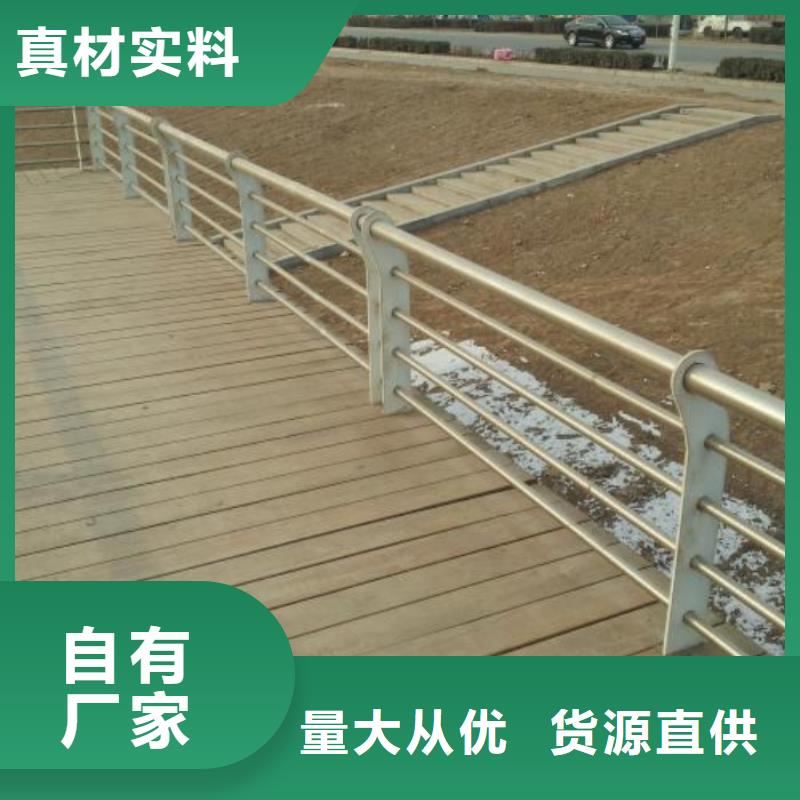
不锈钢复合管护栏不锈钢复合管护栏、不锈钢护栏特点经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能。不锈钢护栏不锈钢复合管栏杆涨价不利于中游的装备制造业的盈利,或使得装备制造业利润增速比之前预期下降0.04-0.16个百分点。8月到来,在各种因素影响下,不锈钢复合管栏杆价格并未产生太大变化,市场以观望为主,价格波动幅度相对有限。就目前的来看,不锈钢复合管栏杆价格短期易涨难跌。当前钢市供给侧稳步推进,环保整顿带来的不锈钢复合管栏杆供应量的缩减对钢市的发展都是一种提振,在各种利好的下,未来钢市继续好转乃是大势所趋。装备制造业的好转,反映了市场经济增长和工业经济效益回升,而后也从需求端反映了不锈钢复合管栏杆市场的好转。



不锈钢复合管护栏/不锈钢复合管栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线。
企业秉承“以诚为本、质量兴业、有诺必践、服务”的经营理念,始终坚持“人无我有、人有我精、人精我新”的发展宗旨。向广大用户提供质优价廉的具有广阔应用前景和发展方向的优良产品。企业在锐意进取中发展,在激烈竞争中壮大,迅速扩大市场份额,实力日臻雄厚,是您的合作伙伴。
为进一步使企业的管理工作走上科学化管理轨道,本严格按照ISO9001:2000(、APISPECQ1:2007(第8版)、API规范5LD(1998版)及压力管道元件的要求管理,产品能更好地满足顾客的要求,使企业在市场竞争中、稳步地发展。
目前拥有两条生产线,年产各种规格不锈钢氩弧焊管和不锈钢系列复合管道逾2。产品规格:外复管直径12-168的各种规格不锈钢复合管,内衬管DN10-300内衬不锈钢复合管道,长度定尺6米、7米、8米、9米,以的和管理理念,实施以质量为核心的IS09001-2008质量管理体系。
为确保产品优异的性能,还引进了上的质量检测设备,建立了以美国石油APISPECQ1及API-5LD为标准的内控体系,从原料采购到产品出厂,对每一个环节都严格把控,产品品质赢得了市场的广泛认可。自成立以来,一直秉承诚服务的核心指导思想,先后与中冶建工、中铁八局、等企业建立了合作关系。



不锈钢复合管护栏道路护栏知识内衬不锈钢复合管常见的安装的步骤1.切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器将管子切断,以免内衬不锈钢分离脱落。2.加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为规定长度。
3.修整:用工具(如锉刀、扩口器)去掉管端毛刺并修整端口。4.连接:复合管连接方法与普通镀锌管基本相同,用钳或其它工具连,大口径管道也可以采用沟槽或法兰连接。焊接的步骤供大家进行参考:1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。
焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。
不克不及屡次反复烘干,不然药皮易零落。3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。
5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。

名片")