镀锌钢管-视频-镀锌钢管|吉林省辽源市|东辽|东丰|四平|长春|通化|延边|吉林(更新时间:2025-07-20 05:25:22)
更新时间:2025-07-20 05:25:21
Tags: 防腐钢管




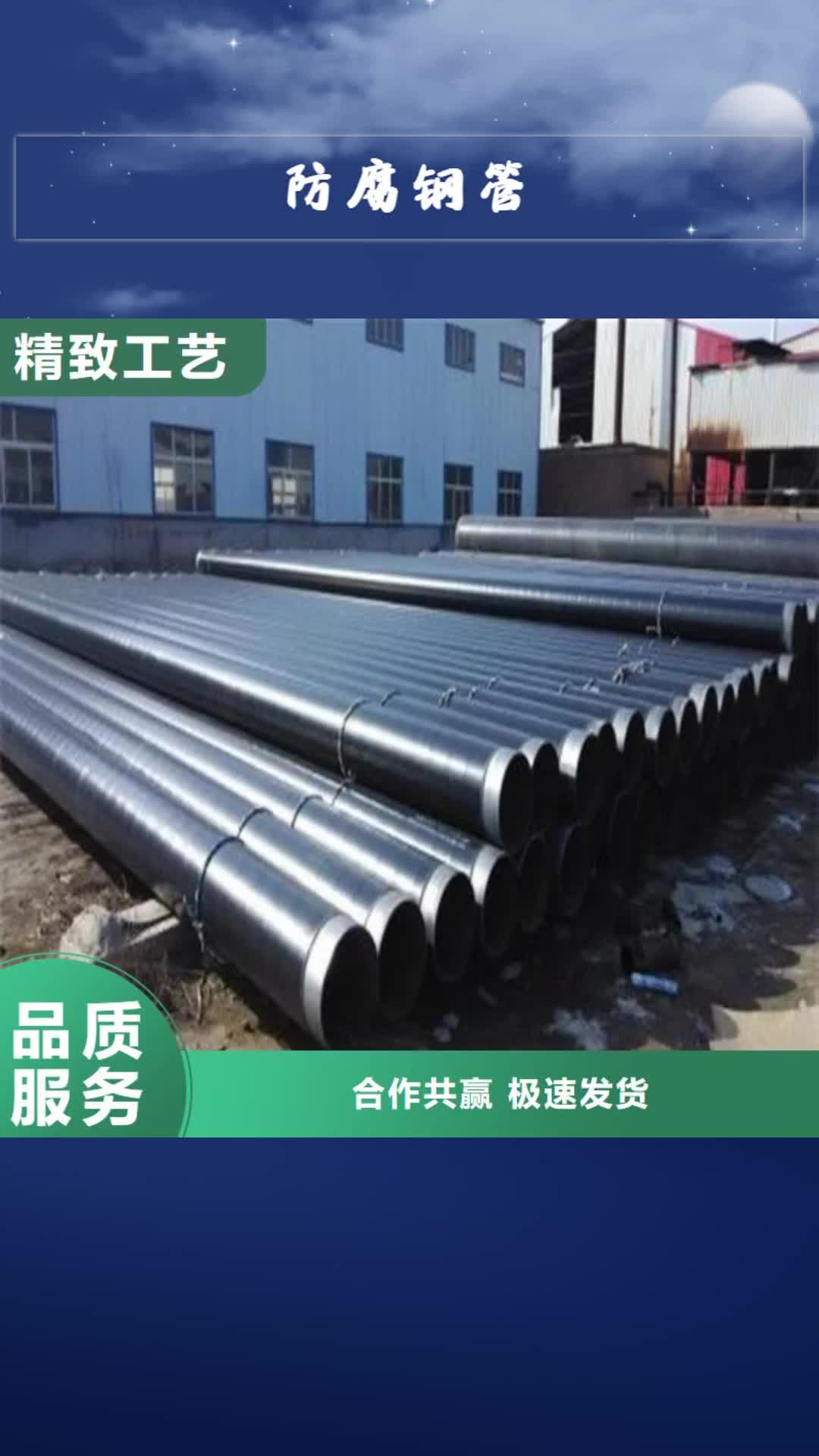
【新品发布,视频先行!】防腐钢管产品,等你来探!
| 产品参数 | |
|---|---|
| 产品价格 | 电联 |
| 发货期限 | 1-3天 |
| 供货总量 | 999 |
| 运费说明 | 协商 |
| 质量等级 | 一级 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 适用领域 | 化工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 品牌 | 鑫邦源 |
| 产地 | 山东 |
| 范围 | 服务网络覆盖吉林省 辽源市 长春市、吉林市、四平市、通化市、延边市 东丰县、东辽区等区域。 |

采购,库存充足,鑫邦源特钢(辽源市分公司)xingt2633厂家直销,闪电发货,价格优势,来电咨询即可销售9折优惠。联系人:颜经理,地址:[经济开发区钢管城2排5号]。

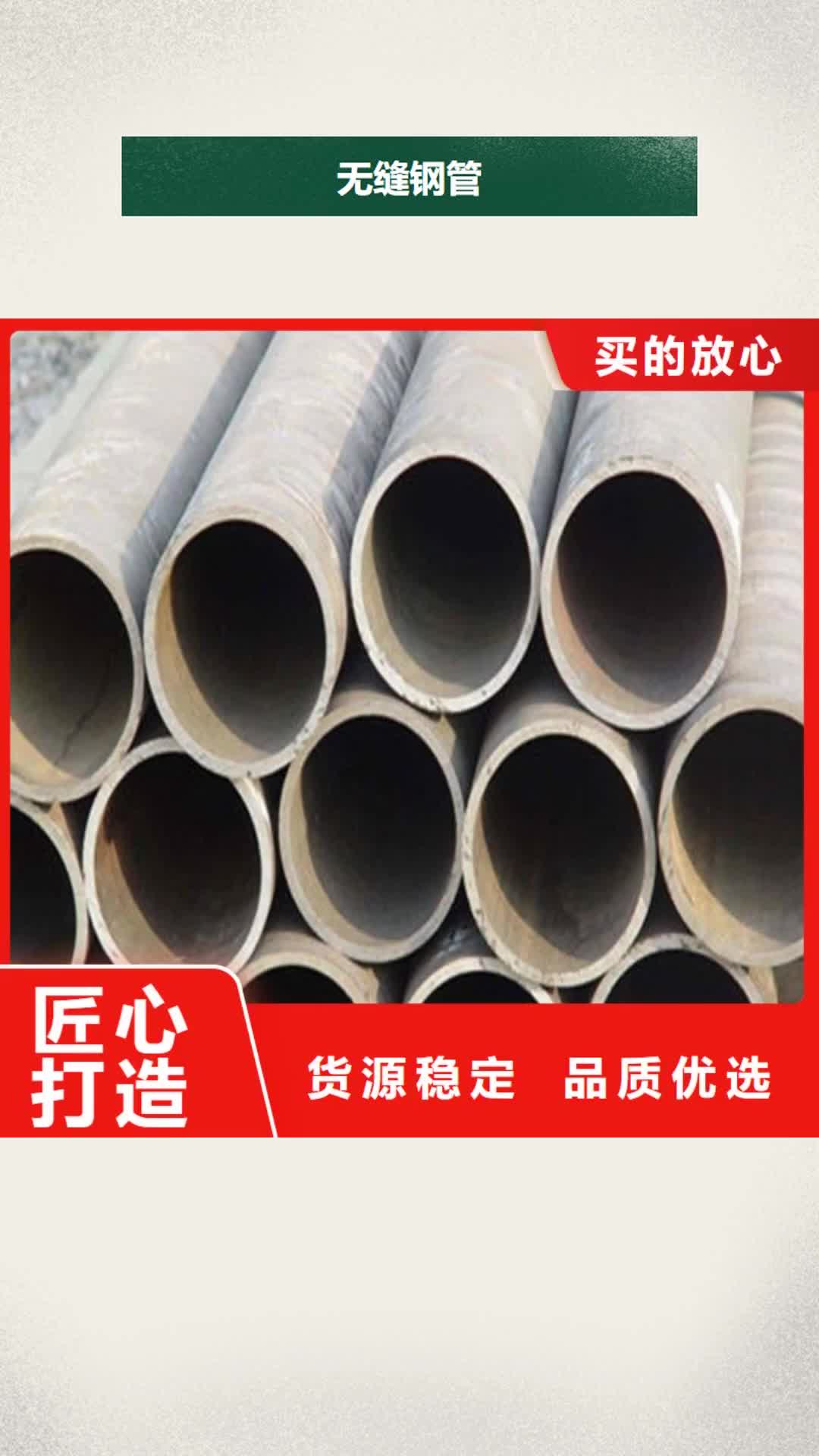
防腐螺旋钢管 螺旋式钢板卷管焊接经电焊焊接和挤压成型后会造成焊渣,要求肃清流毒。 肃清流毒方法是在声卡机架上固定不动数控刀片,靠焊接钢管的迅速健身运动,将焊疤刮平。焊接钢管內部的毛边一般不肃清流毒。 总而言之,直缝焊接管是历经高频焊接机组将一定的规格型号的长条状钢链叠成圆管形并将直缝电焊焊接而成无缝钢管。高频率电磁感应线圈部位的管控高频率电磁感应线圈应尽可能贴近挤压成型辊部位。若电磁感应线圈距挤压成型辊较远时,合理加温時间较长,热危害区较宽,焊接抗压强度着陆;相反,焊接边沿加温欠缺,挤压成型后成形欠佳。 挤工作压力的操纵精轧管的2个边沿加温到电焊焊接溫度后,在挤压成型辊的挤压成型下,组成相互的金属材料晶体互相浸湿、结晶体,特性阻抗器是一个或一组焊接钢管专用型磁棒,防腐螺旋钢管特性阻抗器的截面一般 应不小于无缝钢管內径截面的70%,其功效是使电磁感应线圈、精轧管焊接边沿与磁棒组成一个电流的磁效应控制回路,造成邻近效用,涡旋发热量集中化在精轧管焊接边沿左近,使精轧管边沿加温到电焊焊接溫度。特性阻抗器用一根不锈钢丝拖拽在精轧管内,要求常常更换。

防腐钢管使用的是什么原理呢涂层防腐是在除锈金属管外表上构成的平均致密涂层,其涂层可将其与各种腐蚀性介质隔离。钢管防腐涂料越来越多地运用复合资料或复合构造。这些资料和构造必需具有良好的介电性能,物理性能,稳定的化学性能以及宽温度范围。 外墙防腐涂料:管道外壁涂料的类型和运用条件。内壁防腐涂料该膜被施加到管道的内壁上,以避免管道腐蚀,减小摩擦阻力并增加用量。常用的涂料是胺固化的环氧树脂和聚酰胺环氧树脂,其涂层厚度为0.038至0.2 mm.为了确保涂层结实地粘结在管壁上。 必需对管的内壁停止外表处置。自1970年代以来,相同的资料已被用于涂覆管道的内壁和外壁,从而能够同时停止管道的内壁和外壁的涂覆。防腐保温涂料在中小口径传热原油或燃料油管道上,为了减少管道向土壤的散热。 在管道外部增加了一层保温和防腐的复合层。常用的隔热资料是硬质聚氨酯泡沫,适用温度为这种资料质地柔软。为了增加其强度,在隔热层的外侧施加高密度聚乙烯层以构成复合资料构造,以避免公开水渗入隔热层。

聚氨酯保温钢管施工的解决方案 聚氨酯保温钢管起发速度慢此现象一般出现在秋冬时节或早晨施工,由于气温俄然下降或气温低所造成的。将环境温度、黑料温度升高即可处理。一般将黑料温度升至30-60℃,环境温度升至20-30℃即可。 聚氨酯保温管起发速度快此现象一般出现在春夏时节或中午施工,由于气温俄然升高事气温太所造成的。可将黑料用冷水泠却或夜间放在室外天然冷却,防止太阳直晒。 聚氨酯保温管泡沫强度较小且泡沬较软此现象由是非料份额失调引起,恰当增大黑料份额即可(1:1—1.05)注意不在使黑料份额太大,不然,会使泡沬变脆,亦影响泡沬功能。 聚氨酯保温管在国外一些发达 已成为一项比较老练的先进技能。近十几年,我国供热工程技能人员通过消化、吸收这项先进技能,正推进着国内管网敷设技能向更高的层次开展。十几年来的实践效果充沛证明了聚氨酯保温管道敷设方式与传统的地沟及架空敷设相比,具有许多长处。直埋式保温管是由运送介质的钢管、高密度聚乙烯外套管、以及钢管和外套管之间的硬质聚氨酯泡沫保温层紧密结合而成。这也正是聚氨酯保温直埋管在我国供热工程。











大家都爱看